Problem:
Possible Causes & Resolutions:
Problem:
Possible Causes & Resolutions:
Please follow the below instructions carefully:
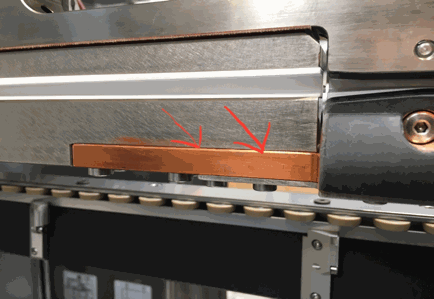
Take off the lower weld roll, unplug the grey water tube ø 10 mm labeled with “àWR” directly at the flow switch S26, and blow into the tube with air pressure. Check the out-going air-pressure at the free hole in the lower weld arm (supply for lower weld roll). If the circuit is free, you feel an equal air pressure (like on the output of the air gun) on your finger tip. If you recently took off the lower weld arm, there might be a problem with one or both o-ring seals between arm and upper bus bar:
Please check them if needed !
Before re-connecting both grey tubes ø 10 mm, blow into one tube again by air-pressure, and feel the equal air-pressure on the other tube by your finger tip. If it’s ok, correctly connect both tubes again.
Problem:
Possible Cause:
Check:

Possible causes:
Use a common Ohmmeter, as you can see on the picture.

Measure the resistance between left carbide ring and main aluminum plate.
The measuring result on the Ohmmeter must be endless!

Measure the resistance between left carbide ring and main aluminum plate.
The measuring result on the Ohmmeter must be endless!

Measure between left and right carbide ring. The result on the Ohmmeter must be endless! This step is to ensure the proper insulation of both rear insulation rings around the taper roller bearings!

The picture shows the correct measuring result on the screen of the Ohmmeter for all three test points!
Download PDF here
=> How to adjust below, have a look at the manual!
Transformer step: 1 (if other is chosen, mention it)
Air supply: min. 4 bar and dry/clean! Check if water is in the tank, if yes, please mention
it, and if the filter is still in.
It may happen that an air regulator is damaged/not working properly, due to
water or dirt.
Copper wire profile: 2.05 +/- 0.03 mm
Welding roller grooves: width 2.10 mm, depth 0.40 mm
Edges should not be sharp, grind them manually!
Welding speed: See display frequency inverter, 50 – 55Hz (10 – 12m/min)
Above 12m/min micro leakages can appear!
Welding pressure: 1.7 – 2.0 bar (35-40 daN/kg)
