Problem:
First operation feeds the stripes too early into the upper magnetic belt of 2. table. Therefore the stripes do not stop on the upper magnetic belt and will be ejected through the slot in the frame of the 2. table.
Possible Causes & Resolutions:
Sensor B255: This sensor sends a signal to the control that the upper magnetic belt is ready for new stripes. The sensor might be defect or wrong adjusted.
Sensors B237 and B238: Sensor B237 does slow down the sheets and B238 stops the sheets for the centering. If the sheets do not stop, they may run through the first operation without being centered and with incorrect timing. The sensors might be defect or wrong adjusted.


Possible cause:
NOTE:
If you have too few magnets, it might cause angularity problems!
Damages at the front edge:
NOTE:
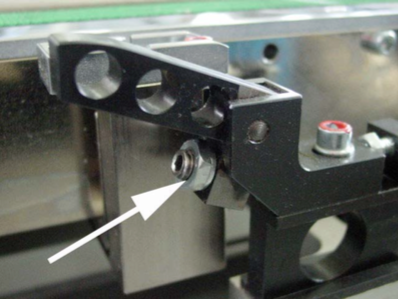
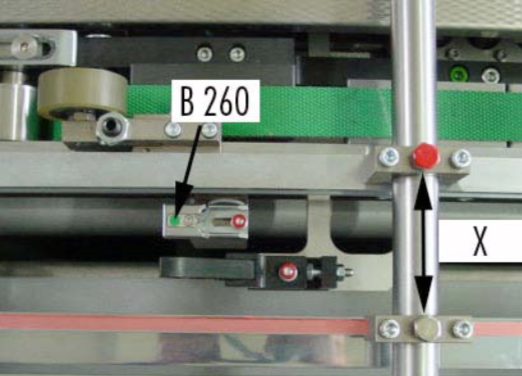
Do not loosen the red marked screw. The standard setting for top guide should be approx. X = 72 mm.
Possible causes:
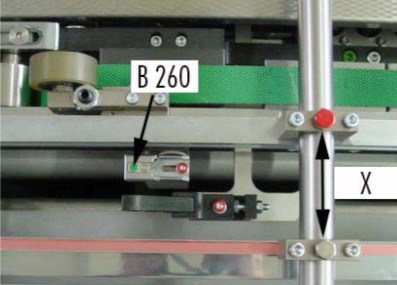
Make sure that the lateral, adjustable top guides (picture) are set correctly in lateral position as well as in height. They shall guide and hold the stripes as flat as possible over both sensors B260 and B261. Both sensors need to be reached at same time, otherwise the error will occur.
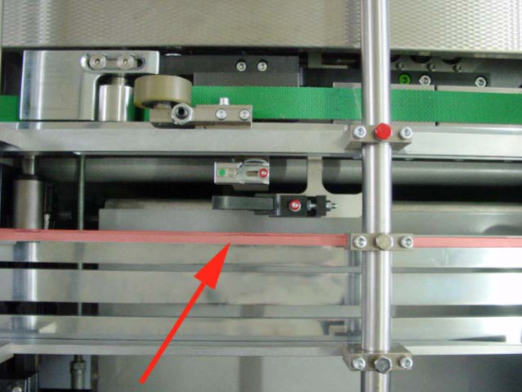
If the lateral guide is too far away from the sensor, the sheet might bulge. Therefore move the lateral guide closer to the sensor.
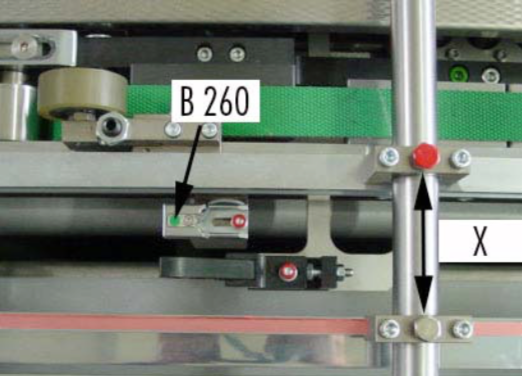
NOTE:
Do not loosen the screw marked red. The standard setting for top guide should be approx. X = 72 mm.
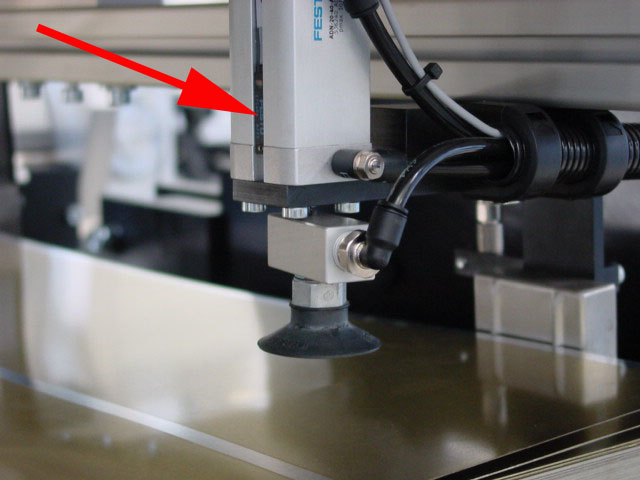
– Make sure that pressing rolls are adjusted correctly (picture).
– Check the movements of the sheet, they might get stuck somewhere.
Possible causes:

Possible cause: