Problem:
After main switch off and on again, HMI piece counter values and settings are lost or old recipes are loaded.
Possible Causes & Resolutions:

Possible cause:
Cause 1:
The setting of t1 and t2 is wrong. If the timing is wrong the PM cannot execute the signal, which is necessary to memorize the canbodies in the reject unit and to start the record of the graph.
Setting of t1 and t2:
t1 defines the starting point for the reduced current time window. ![]()
t2 is the time, where the reduced current windows ends. t2–t1= thus is the timespan for the reduced current, therefore t2 > t1! ![]()

NOTE:
The value of t2 and t1 needs to be smaller as the cycle of one single can.
For example:
A production of 300/min. corresponds to a cycle time of 200 ms/can. Production of 600/min. corresponds to 100ms/can.
NOTE:
For a more detailed explanation of timing t1 and t2, consult your manual book 2, chapter 5.6.5. “Setting of Parameter t1 & t2 for reduced Current and Overlap Check“.
Cause 2:
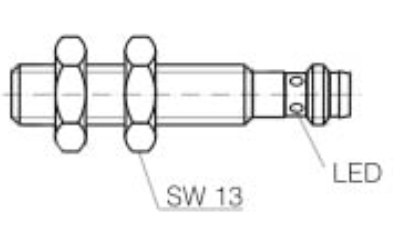
Check the inductive proximity switch B64 at the final pusher unit for function, operating distance and defect.
B64
Final pusher (Synchrostar II): Sensor B64.

Description:
Inductive proximity sensor for embeddable mounting.
Polarity: PNP
Output: NO. or NC.
Operating distance: 2mm
Cause 3:
Check the tool switch B6 in the calibration tool for function, operating distance and defect.
B6
The position of the welding sensor B6, can be almost flush. Just make sure that you do not get scratches on the canbodies.
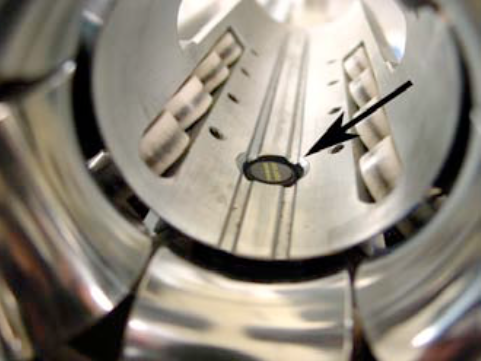
The height of the sensor can be adjusted here (see arrow).

Inductive Sensor (magnetic field resistant)
Mounting mode: flush
Function principle: inductive/normally open Rated operating distance: 3 mm

NOTE:
There are two possibilities to do maintenance work or updates to the PLC Software.
Remote maintenance:
In the electrical cabinet a modem with a remote maintenance adapter is integrated. Therefore you can do small changes over the phone line.

Recommended is an analog phone line with a direct phone number, with no internal connection through a switch board.

CAUTION:
Disconnect the phone line, if not in service! The remote maintenance system depends on a very good quality phone network. A bad network will make the service impossible.
PLC Software Siemens Step 7:
The Siemens PLC is programed by the Siemens PLC Software Step 7TM, the panel (Touchscreen) by WinCC flexibleTM.
The following requirements are necessary to provide this service:
– Notebook with Software Step 7TM and
WinCC flexibleTM from Siemens
– MPI/DP (Profibus) interface
– Technical engineer with the software
knowlegde of Step 7TM + WinCC flexibleTM.

CAUTION:
If you change the software without prior consultation of CAN MAN, the works guarantee becomes void.
