Problem:
Machine stops and message „Pacemaker: Profibus communication error“ is displayed.
Possible Causes & Resolutions:
Click here for the status LED’s of the Beckhoff PC and how to access the PC in case of a trouble shooting.
Possible cause:
Possible cause:
Download PDF here
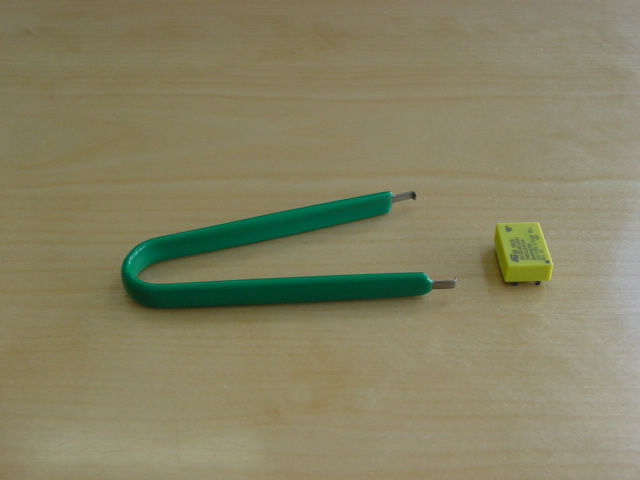
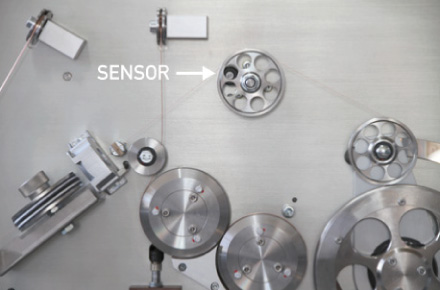
The error occures when there is a problem with the measurement of the wire speed (not wire speed by self).
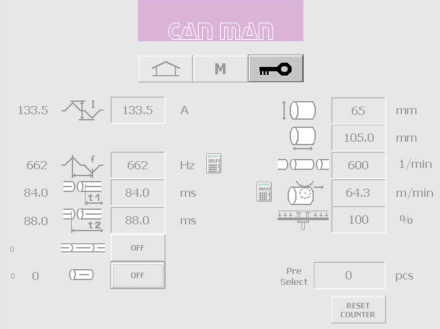
If there is still a problem with the measurement of wire speed, you can proceed as follows to restart production:

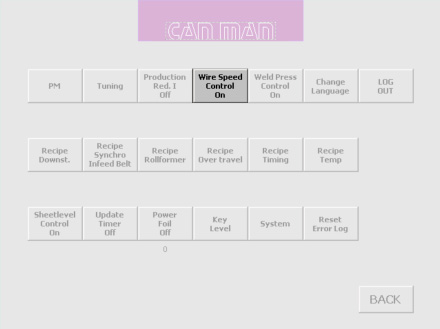
Please note: The workaround described above is not recommended for permanent production!
P03 = positioning countering error
Possible causes:
Possible cause:
Possible cause/checklist:
The recipe helps to adapt the speed of the incoming can into welding roller and the actual welding speed. In the best case, those speeds are equal.
Below you find a table of this recipe in steps of 10 mm can height.
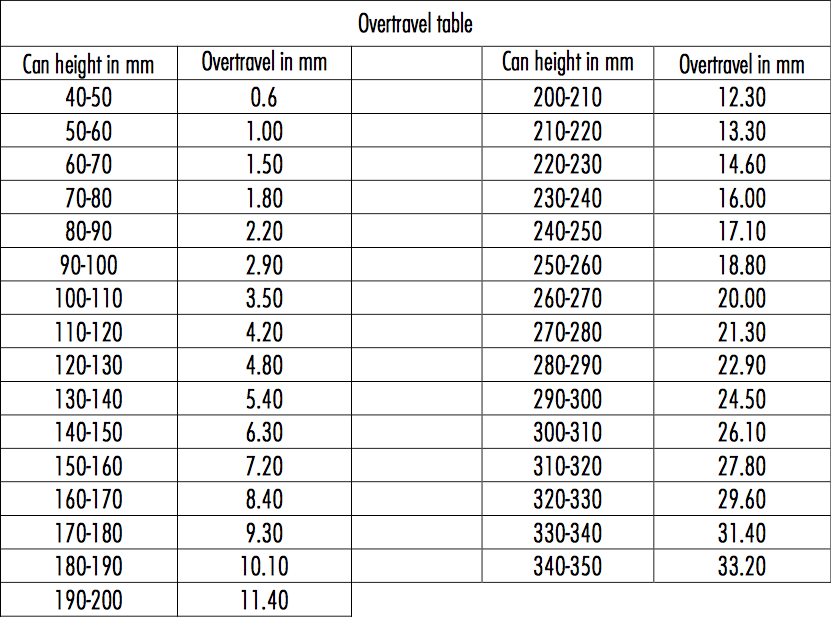
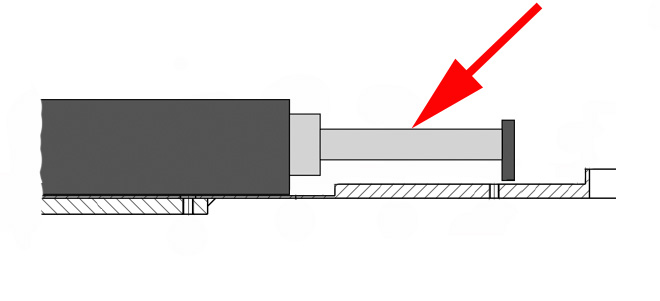
Turn the wheel of the synchrostar, that the pusher finger is as close as possible to the welding roll.

Measure now the distance from the top of the pusher finger to the center of the welding roll.
Distance = Can height – Overtravel Example:
Canheight: 122mm Overtravel: 4.8 mm
Distance: 117.2 mm

Possible cause:
This problem occurs, if the main switch of machine is turned on, but the machine is not running production for a longer period. The cooling plate of servo drive is heating up, because the water valve is turned off during this time, to prevent condensation water.
Turn off the main switch, if you don’t run the machine for a longer time.
To get rid off the error with overtemp. servo drives you can go to the „Tuning page“. Press the button to switch on the main valve for the cooling system manually. Keep this button pressed for a few minutes, the system will cool down and you can start the machine normally. If you close the “Tuning page”, the main valve is switching back to automatic mode, controlled by „Production ON/OFF“.
Possible cause:
Possible cause:
Possible cause:

