NOTE: There are two type of wire tension systems for the CM16:
Possible cause:
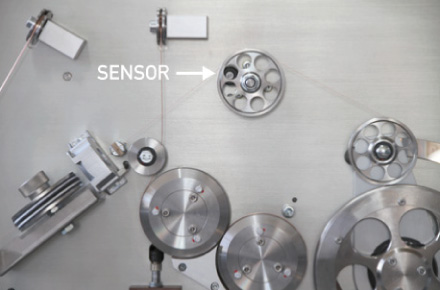
The error occures when there is a problem with the measurement of the wire speed (not wire speed by self).
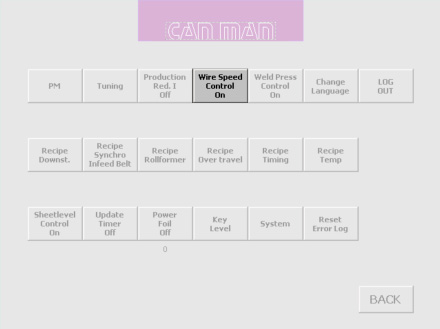
If there is still a problem with the measurement of wire speed, you can proceed as follows to restart production:

Please note: The workaround described above is not recommended for permanent production!
Possible causes/checklist:
Possible causes:
