Problem:
All drives are starting correctly, but the vacuum and welding current are not active.
Possible Causes & Resolutions:
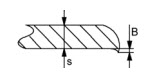
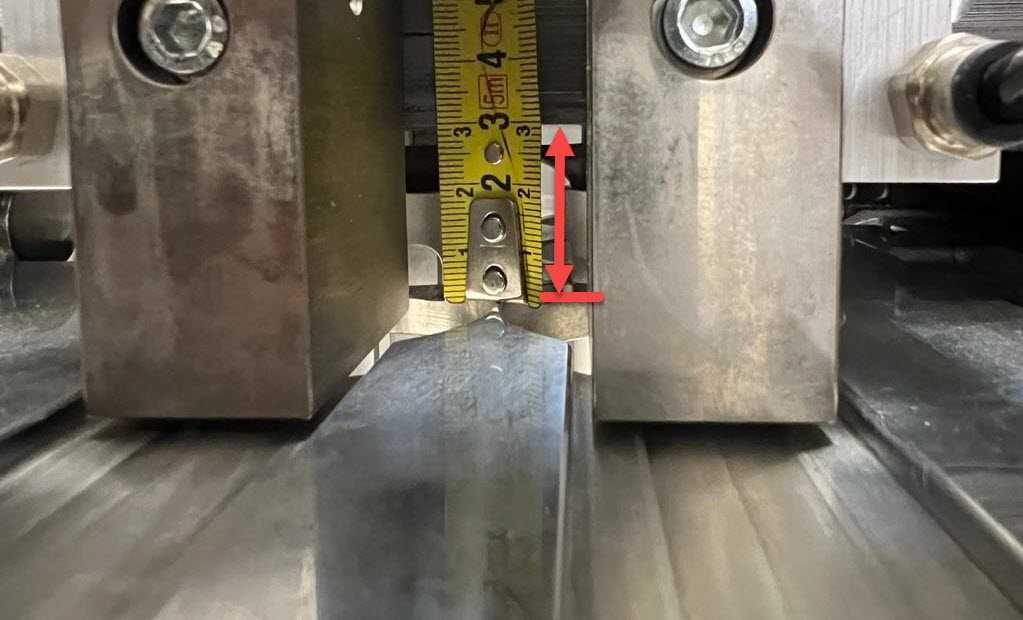
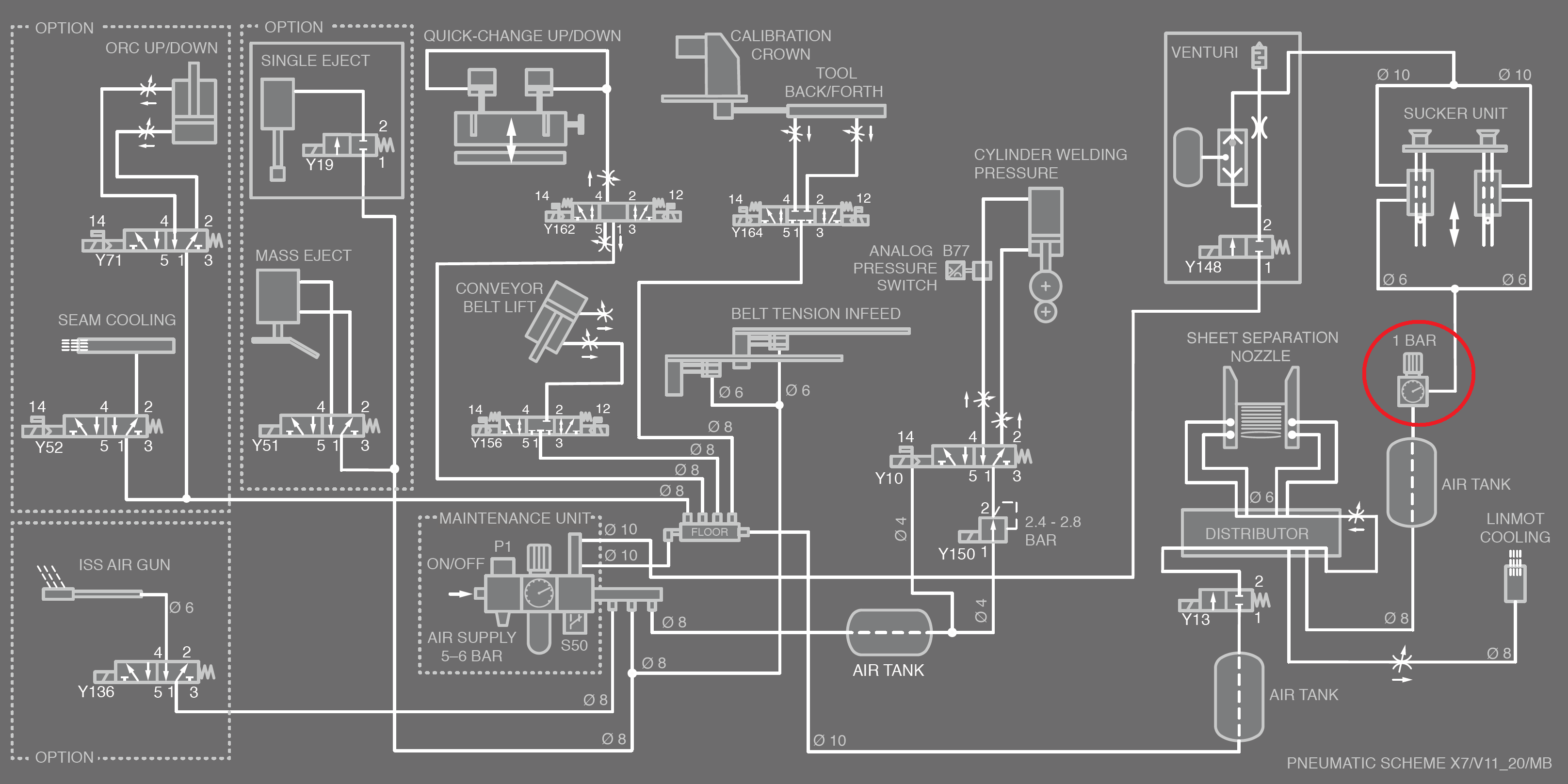
- Welding pressure has been set below the min. value of 2.0 bar => Check the welding pressure setting value on the precise air-regulator and reset if needed.
- Solenoid valve welding pressure Y10 does not work correctly => Check the welding pressure valve Y10. Does the valve switch correctly and do the welding rollers close?
- Welding rollers are closing and welding pressure is set correct, but no welding pressure value is displayed on the HMI => Check whether the analogue sensor B77 is working correctly or not.