Possible Causes & Resolutions:
Please consider the following suppliers for various raw materials:
Question
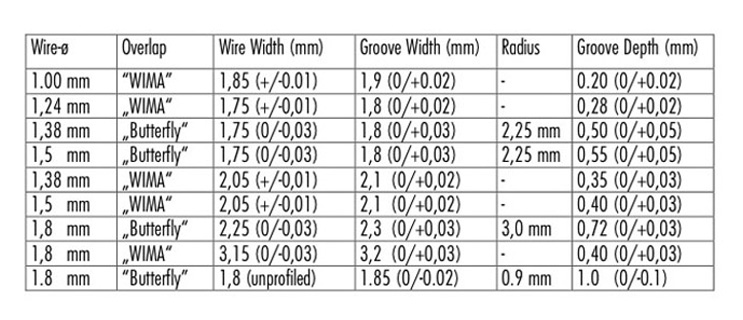
How are the blank cutting tolerances?
Resolution
Please check the PDF Blank Calculations and Tolerances
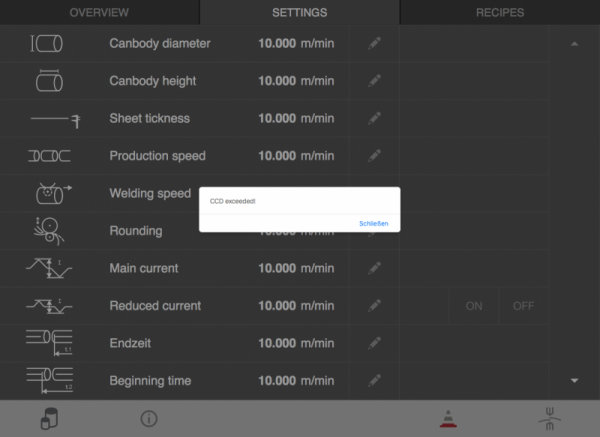
What does this error message mean?
CCD = concurrent connected data variables.
The amount of active CCD is limited. Opening the HMI is using some of the available CCD.
Closing the HMI is releasing the CCD again.
When you repeatedly open and close the browser, the CCD can still be in use and getting into the limitation.
(There is a delay for releasing the CCD when closing the connection).
„If a client wants to subscribe to new data variables while no more CCDs are available, a message “CCD exceeded!” will appear and there will be no communication with these data variables.“
„If a client disconnects from the visu (e.g. browser gets closed), it will take some time until the browser session expires and the CCDs from this client become available once again (session timeout of the scada server: 2 min.).
How to solve a CCD exceeded?
Close alle open browser connection (HMI app) and wait for >2 min.
Now you should be able to open the HMI without error message.
Closing apps on iPads with a home button:
Closing apps on newer iPads without a home button:
How to prevent a CCD exceeded?
Don’t open the HMI in several browser simultaneously.
Don’t repeatedly open and close the HMI in short time.
Don’t repeatedly press reload the HMI in short time.
Possible cause/checklist:
Because of the 87 Hz technology. Read more about it here.
IMPORTANT: The inverter parameter setting must be exactly same like before (original setting). Otherwise motor will burn!
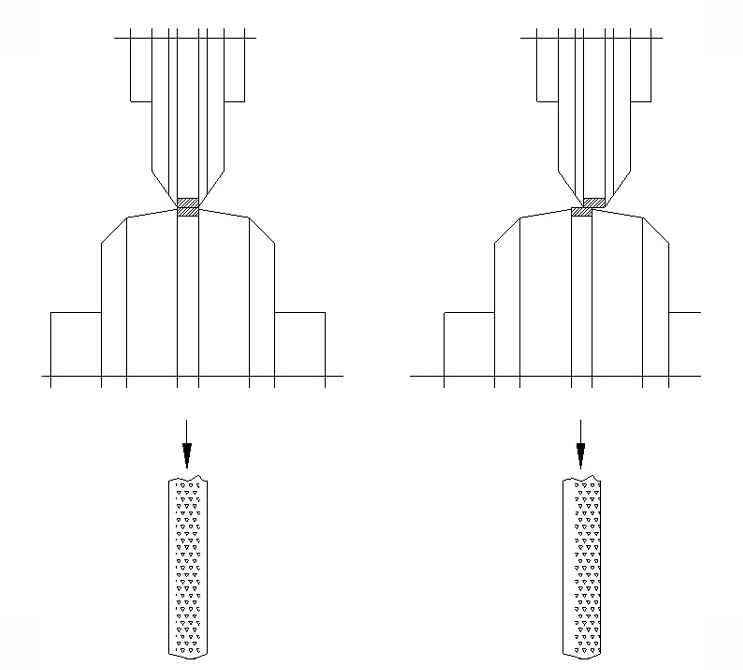
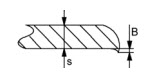
Reference for thickness of the welding seam is related to thickness of material (this value is variable, depending on the overlap of the welding seam, material as hardness and tin coating, welding pressure, welding current and welding frequency).
T = S x 1.75
T = thickness of the welding seam
S = thickness of tin plate
Example:
T = 0.15 x1.75 = 0.2625 mm
Necking tool tolerance
D = S+W+L+P+E (mm)
D = difference between inside/outside diameter of necking tool
S = thickness of tin plate
W = thickness of welding seam measured by micrometer (we should measure beginning, middle and end of the welding seam)
L = thickness of outside lacquer stripe 0,02 mm
P = thickness of inside powder stripe 0,07 mm
E = extra space (0.05 mm)
Example:
D = 0.15 + 0.26 + 0,02 + 0,07 + 0.05 = 0.55 mm
S = 0.15 mm / W = 0.26 mm / L = 0,02 mm / P = 0,07 mm / E = 0.05 mm
Check these two PDF documents:
Use this Excel-Form for your calculation.

We recommend following maintenance procedures:
Order numbers:
Safety data sheets see below:
Possible cause:


Possible cause:
NOTE: In case you have to replace the converter, make sure you load the default parameter setting. All the latest models, do have the parameter setting in the electrical scheme – if you do not have the parameter, contact Can Man by filling out a ticket in the support section on our website.
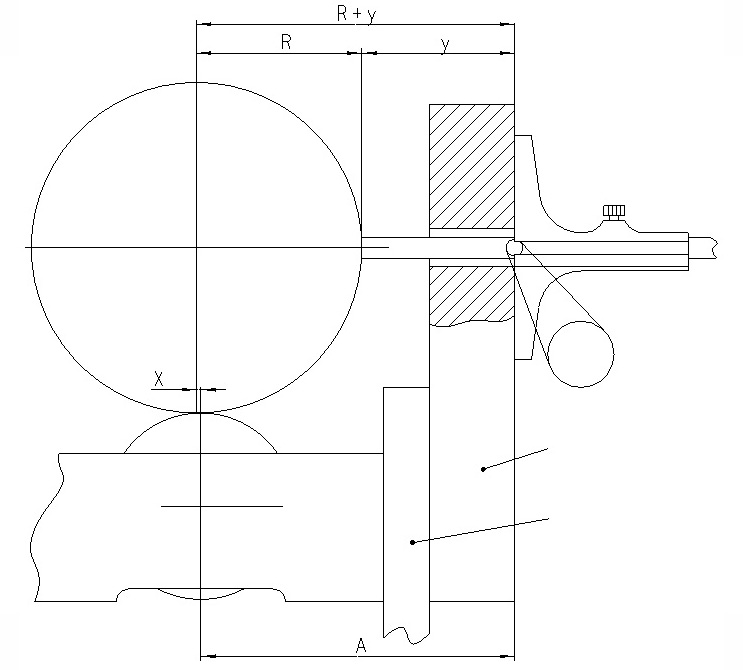
Possible cause:
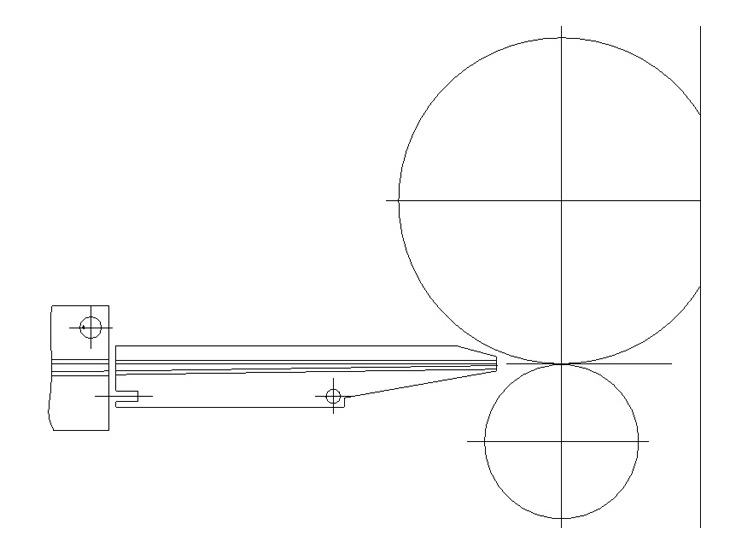
The upper pendulum roller might be not leveled properly. When regrooving the upper disc for example 0.50 mm in diameter, the height of the pendulum rollerhead must be reduced 0.25 mm. This can be done by the M10 screw on the back side.
See also in the manual X1 how to reset the upper pendulum rollerhead.
NOTE: The description manual is based on a CM X1 welder, but it works very similar for our other welders.
ATTENTION: Do not touch the red marked screws!
Your cooling system has to be checked and / or one or more circuits need to be cleaned.
Explanation:
If the temperature difference exceeds a certain value, mechanical mis-alignments may occur which can affect the welding geometry. Obviously it is not the same when a welder is cold (start of production) and hot (after up to1h of production).
NOTE: With Can Man TempGUARD™ system, this can not happen anymore.
If you still couldn’t resolve the problem, read more here.
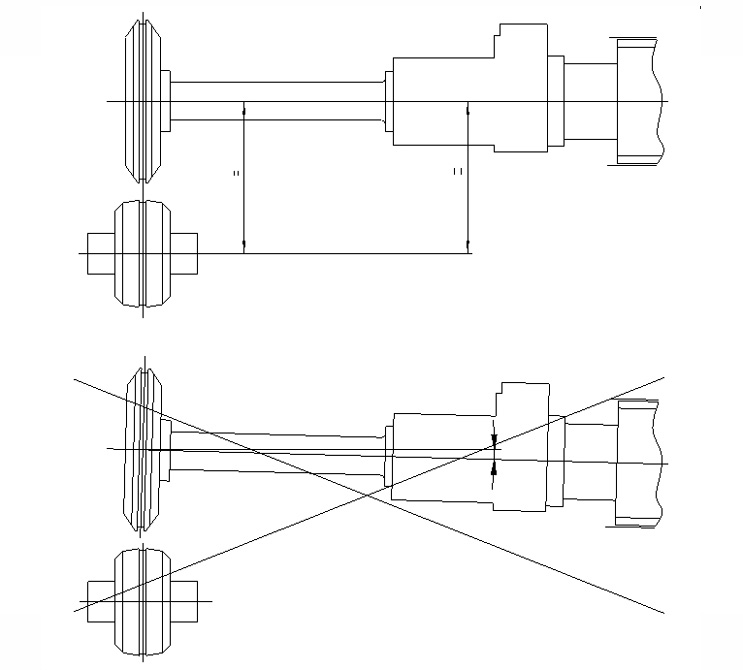
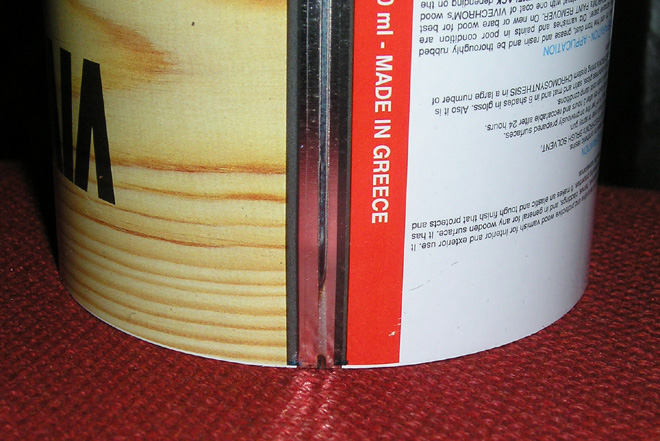
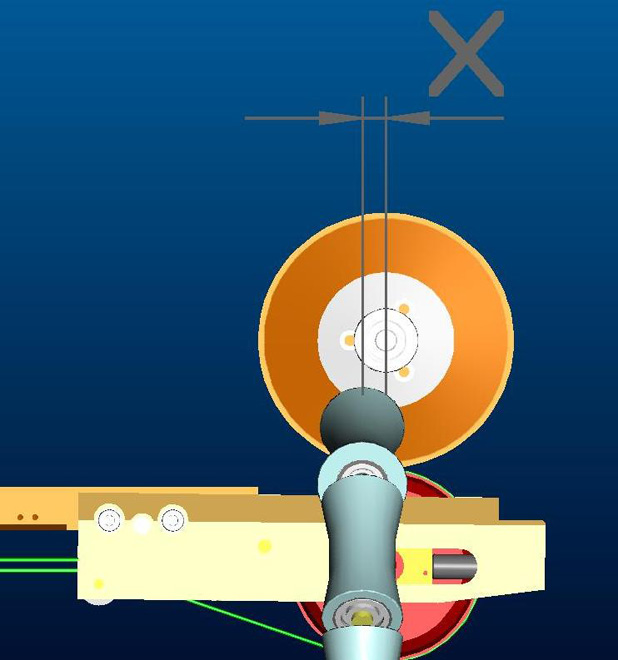
Possible cause:
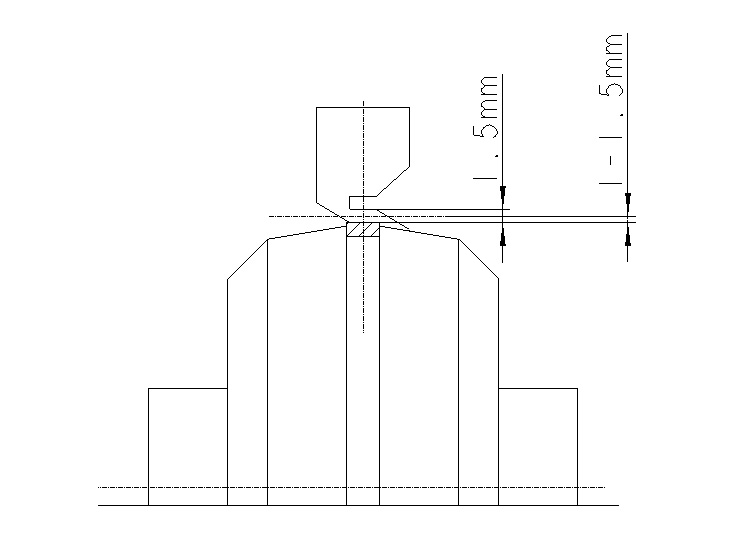
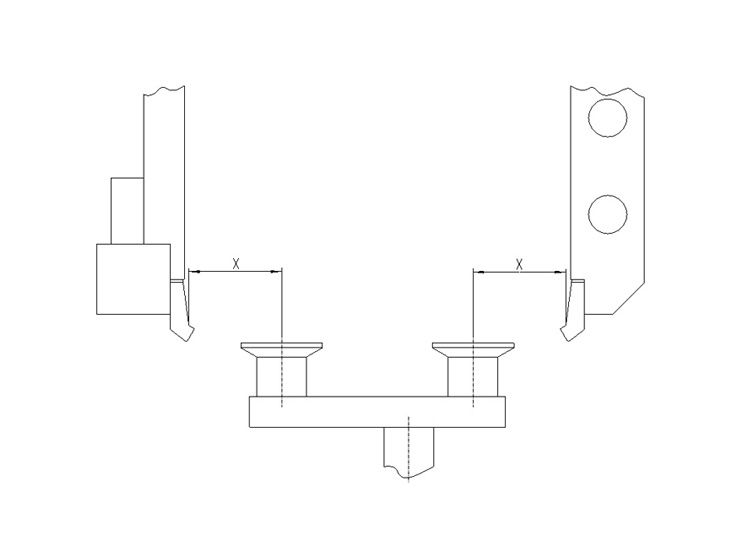
According to the drawing below.
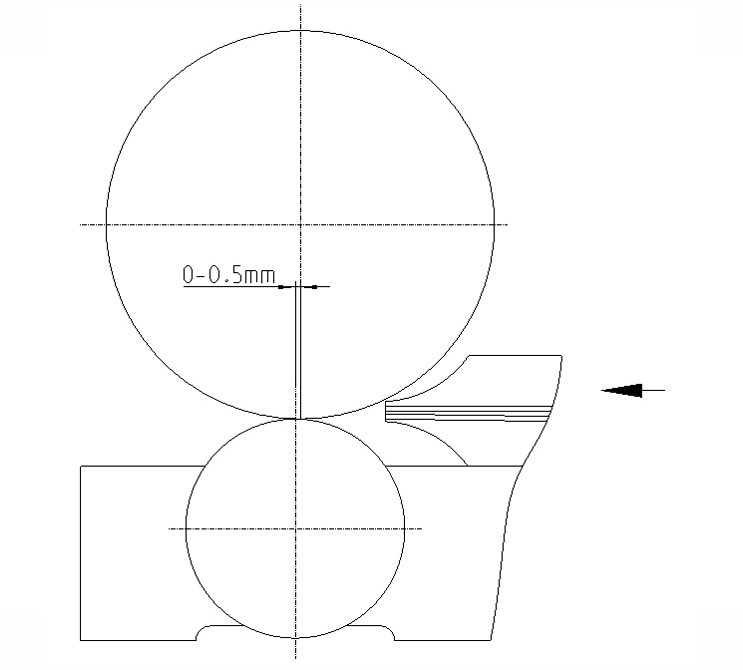
The gap between the cans is not constant (see picture below).
See also following FAQ-article Why can’t I keep the distance from can to can constant?

Possible causes:
| X1 |
950 mm |
| X8 |
1020 mm |
| CM15 |
1100 mm |
| CM16 |
950 mm |
| CM17 |
1050 mm |
| CM20 |
1250 mm |
| CM21 WIMA |
1000 mm |
Please note that those are minimum heights!
For more detailed dimensions, see products page > technical data > Layouts
Check for proper adjustment and alignment of separator-notches, rest bars and sucker bar.

Before you change the transformer step switch off first the external supply!!!
Download PDF english
Download PDF chinese
Report all steps, new or different settings, and old and new production parameters (can size, cpm, weld speed, weld current, weld frequency, current wave-form and transformer step) for an easier overview and follow-up ! (www.canman.ch /Open new ticket and add your document)
Note on which tin-plate parameters (thickness, hardness, tin coating inside / outside, rolling direction, BA or CA, supplier, printed or not) such faults occur, and on which tin-plates not !
Basic parameters & settings to be checked first
Checklist to Avoid Micro Leaks
Micro leaks can occur within the seam and beside the seam – especially on cold-formed areas like necking, beading, flanging or seaming -, even if all above mentioned basic parameters & settings seems to be correct.
Micro leaks can have various sources: Wrong settings on the welder, tin-plate parameters which support such faults, worn or wrong machineries in the downline, or tin-plate parameters which do not fit to beader, necker, flanger and seamer.
For a better visual understanding put the faulty-can bodies in a water bath, and inspect the leaking area by a microscope. Store the pictures if possible!
Checklist to Avoid Flange-Cracks
Flange cracks can occur at the beginning and the end of the seam, even if all above mentioned basic parameters & settings seems to be correct.
Flange cracks can have various sources: Wrong settings on the welder, tin-plate parameters – for instant parallel rolling direction – which support such faults, worn or wrong flanger in the downline, or tin-plate parameters which do not fit to the flanger and or seamer.
For a better visual understanding put the faulty-can bodies in a water bath, and inspect the leaking area by a microscope. Store the pictures if possible!