The motherboard battery is a CR2032 lithium-metal cell. It is used to supply power to the clock integrated on the motherboard. If the battery is depleted or missing, the date and time are displayed incorrectly. Recommendation for replacement interval is 5 years.
For instructions on how to replace the battery use the download link below. You will also find the correct battery type there.
All Beckhoff control units are equipped with a UPS to ensure the proper shutdown of the control IPC. However, this only works if the battery is in perfect condition to prevent data loss and ensure the flawless operation of the control system. The battery module for the UPS must be replaced every 5 years.
To order a new battery please contact spares.canman@soudronic.com.
For instructions on how to replace the battery use the download link below. You will also find the correct order number there.
Possible Causes & Resolutions:
Problem:
Circuit breaker Q5 trips when the machine is switched on or during production.
Possible Causes or Resolutions:
Problem:
All drives are starting correctly, but the vacuum and welding current are not active.
Possible Causes & Resolutions:
Problem:
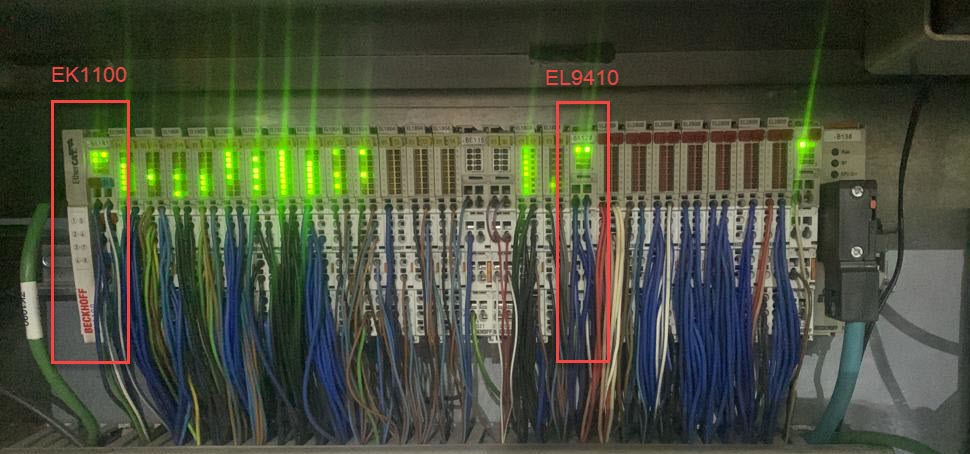
Some Beckhoff i/o terminals are not active and status LEDs are off, control does not respond to commands.
Possible Causes & Resolutions:
Problem:
After main switch off and on again, HMI piece counter values and settings are lost or old recipes are loaded.
Possible Causes & Resolutions:

Problem:
Machine stops and message „Pacemaker: Profibus communication error“ is displayed.
Possible Causes & Resolutions:
Problem:
Canbody transport motor doesn’t move correctly to the reference position, or stops, or changes the direction of rotation, or the display of the servo controller U7 shows „IMax“ or „P03 trip“.
Possible Causes & Resolutions:
To check:

Note: If you use a new iPad the icons for the machine type can be produced, when you tap on “Add to home screen“ button.

Problem:
Display shows „Could not activate iPad“
Possible causes & resolutions:
For connecting an alternative display / PC, please have a look at the separate FAQ.
Please follow the below instructions carefully:
Take off the lower weld roll, unplug the grey water tube ø 10 mm labeled with “àWR” directly at the flow switch S26, and blow into the tube with air pressure. Check the out-going air-pressure at the free hole in the lower weld arm (supply for lower weld roll). If the circuit is free, you feel an equal air pressure (like on the output of the air gun) on your finger tip. If you recently took off the lower weld arm, there might be a problem with one or both o-ring seals between arm and upper bus bar:
Please check them if needed !
Before re-connecting both grey tubes ø 10 mm, blow into one tube again by air-pressure, and feel the equal air-pressure on the other tube by your finger tip. If it’s ok, correctly connect both tubes again.
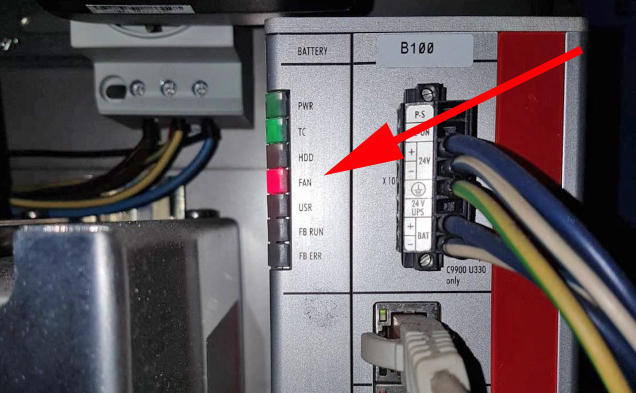
Battery of IPC is empty when:
To Do:
Click here for the status LED’s of the Beckhoff PC and how to access the PC in case of a trouble shooting.
Possible causes:
Possible causes:
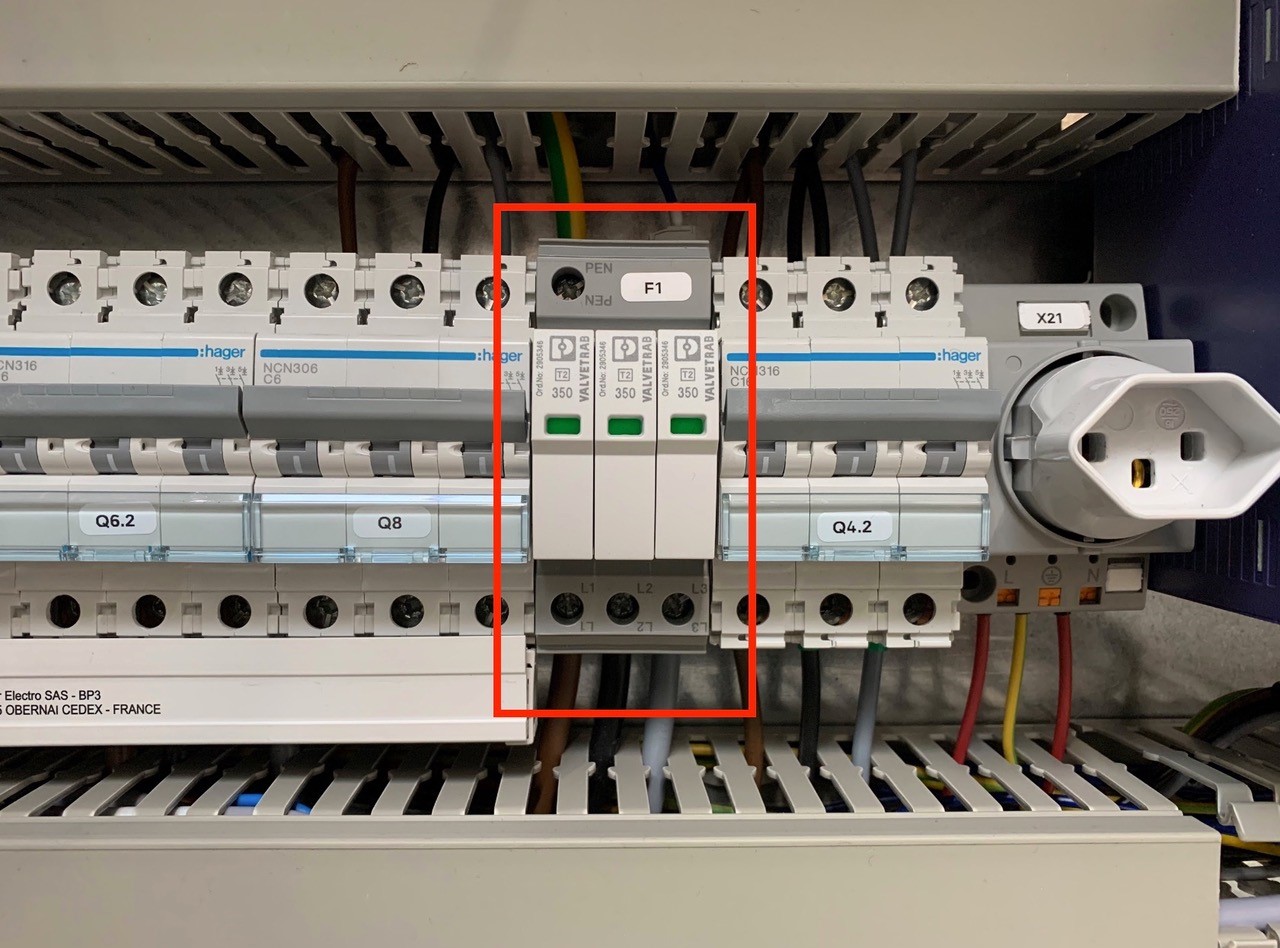
An overvoltage suppressor (or surge suppressor) is an appliance designed to protect electrical devices from voltage spikes. A surge suppressor attempts to regulate the voltage supplied to an electric device by either blocking or by shorting to ground voltages above a safe threshold.
These surge suppressors are built in to the latest Pacemaker models and machine controls (from 2009).
Check, if one or more modules of the surge suppressors are red/defect. Replace the red modules.
Attention!!!
Do not bridge the signalling contacts and run the machine with defective red modules because they no longer protect the system from voltage peaks!!!
If the modules are defective, check the main supply. Measure and check all voltages between the phases and all phases to earth before exchange the modules and restart the machine.
Possible cause:
Download PDF here
German instruction: page 52 – 55
English instruction: page 110 – 113
French instruction: page 172 – 175
NOTE: There are two type of wire tension systems for the CM16:
Possible cause:
Possible cause /checklist:
Possible cause:
Possible cause:
Possible cause:
Important requirements:
Possible problems, if the overlap function does not work!
Remove all eight screws of the upper and lower unit. Then you can take off the front part and replace the profiling rings.

NOTE:
Be careful there are o-rings behind the front part.
In case you do not have the spare profiling rings, we recommend you to order the profiling disc complete, with carbide ring:
order no. 009904 (without cooling) order no. 011123 (with cooling)
depending on your configuration.

http://support.apple.com/kb/TS3281
Symptoms
Your iPhone, iPad, or iPod touch may occasionally stop responding to buttons, switches, or touchscreen input and may exhibit one or more of these symptoms:
Resolution
Troubleshooting touchscreen response
http://support.apple.com/kb/ts1827
Symptoms
Use this article to troubleshoot the following Multi-Touch display (or touchscreen) response issues:
Resolution
If your device is experiencing any of the symptoms listed above, try the following steps:
Additional Information
Tip: To isolate an issue related to a portion of the Multi-Touch display, follow these steps:
Possible cause:
Possible cause:
Problem:
The waterflow LED is on during start up of production / The waterflow LED do switch off only if the button “production on” is pushed for a long time.
Possible cause:
Possible cause:
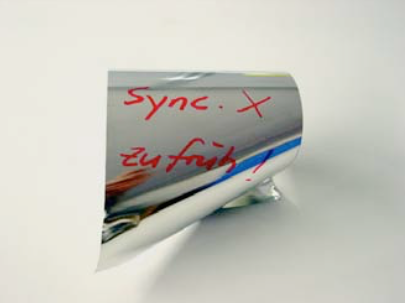
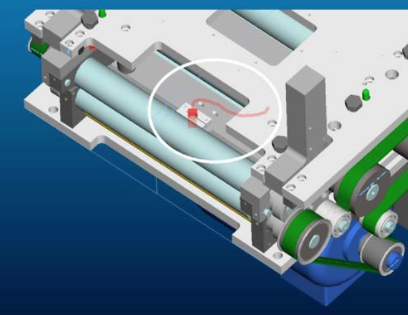
This is a sample, where the synchronsation is too early. The blank hit the finger/dog of the body transport.
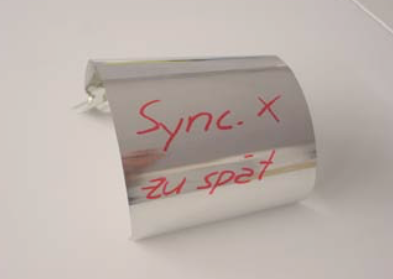
Here the synchronsation is too late. The blank came in alright, but the finger/dog came too early to do the start the transport.
Here a different angle of the damaged blank (late synchronisation).

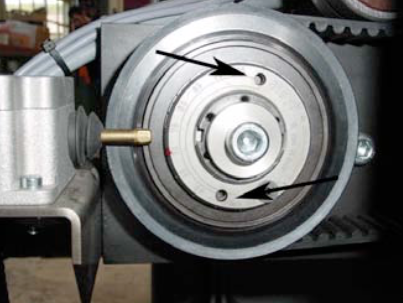
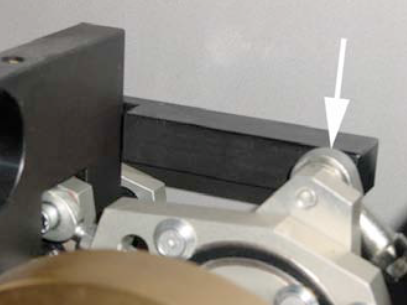
How is the distance between the clutchring and the switch?
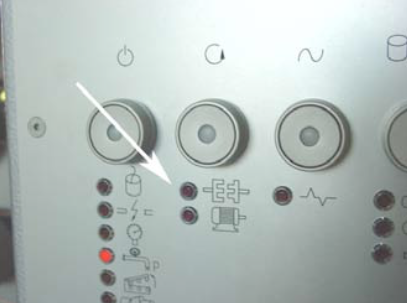
Trigger the clutch by hand and check if the red LED light comes on.
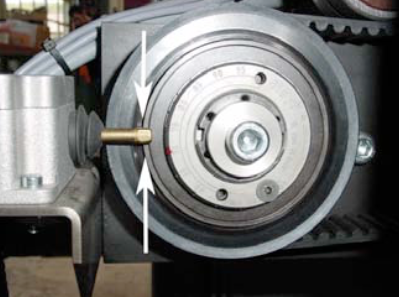
This is the LED, which should light up.
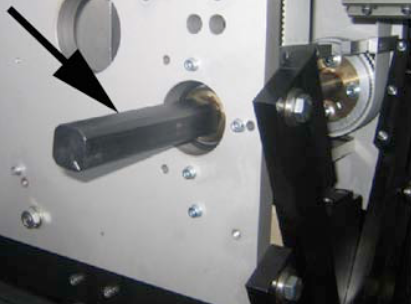
Try if you can hold the polygon shaft by hand tightly and trigger the clutch and therefore an immediate machine stop.

If you need to alter the torque of the clutch, do the following:
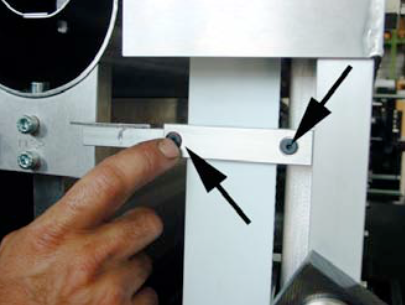
Loose both black screws of the guiding channel.

Pull the channel to the back of the machine.

Now you can see the clutch.

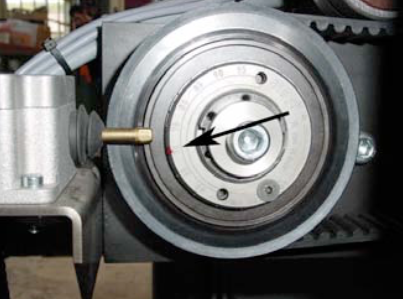
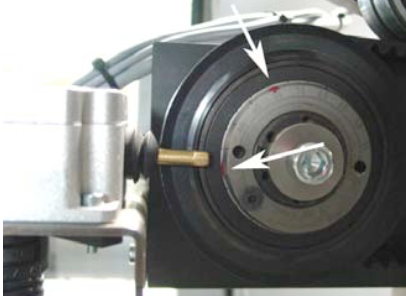
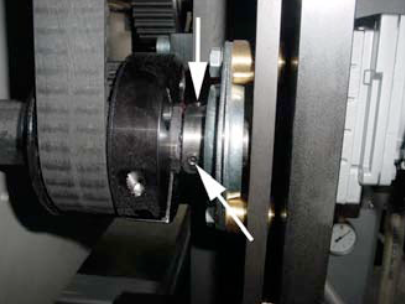
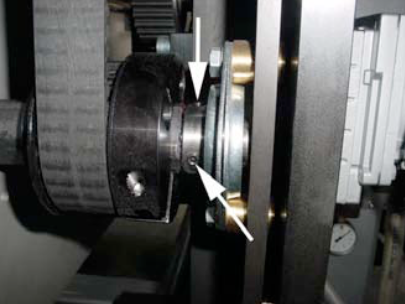
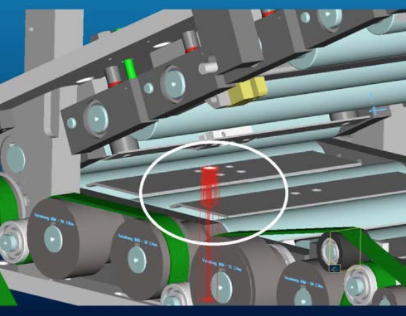
The basic setting should be 70 NM – see the red mark.
Loose the countersunk screw and take the screw out.
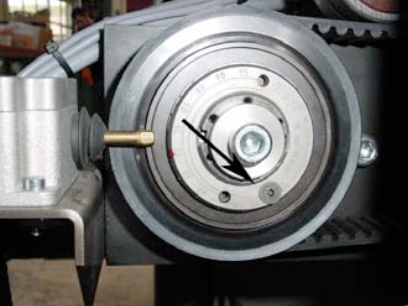
Turn the clutch clockwise with a special tool or a drift punch and a plastic hammer.
You can reduce or increase the torque by steps off 5 Nm, in order to fit the countersunk screw in.
(Picture shows a reduction to 50 Nm)
Now push back the channel back into the machine and tighten the black screws.

For further information find the Mayr clutch manual here:
Copper wire change from 1.38 to 1.24:
Please check following points on your CM16 welder:
Operating Manual CM16 Maintenance Book
Possible cause:
Corretive:
Replace the belt dogs:
Turn the polygon shaft until the belt dog is easy accessable from side of the machine.
Loose the two screws on each belt dog.
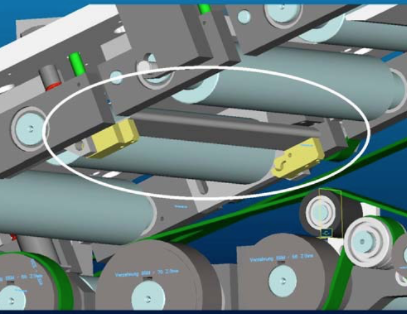
Then replace the belt dogs, be careful that belt dog, is correctly placed in the timing belt, as shown in the picture.
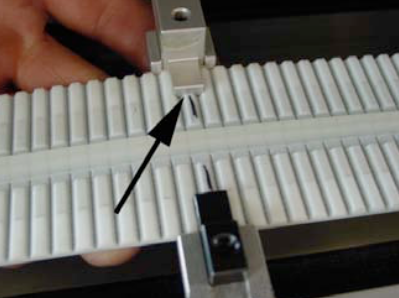
NOTE:
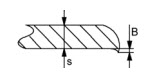
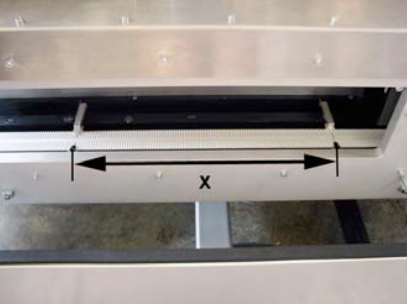
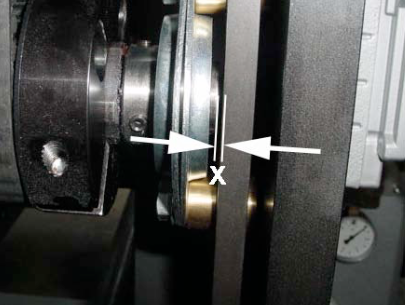
If you need to place the belt dogs, in a new location, due to a damaged belt area, make sure that the distance x is always the same around the entire belt loop.
Also make sure that inside and outside belt dogs are corresponding to each other!
Exchange the body transport belt
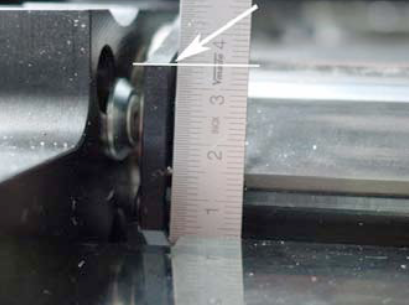
Turn the polygon shaft until a belt dog is inline with reference 3.

Take off the bracket (see picture),in the back of the front plate.
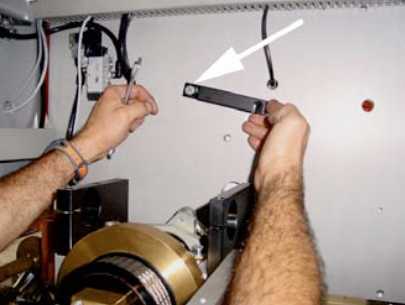
Then mount the screw loosely to side plate of the synchrostar unit.
Slide the slot of the bracket around the crank handle and tighten the screw.
Now you have to release the tension of the synchrostar belt, by loosing the M12 screw.

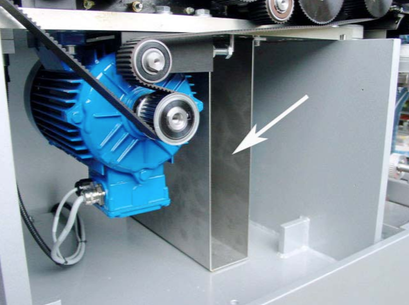
Then release the tension of the body transport belts. The white arrow shows you where you can release the tension of the outside belt. The inner belt has the same feature.

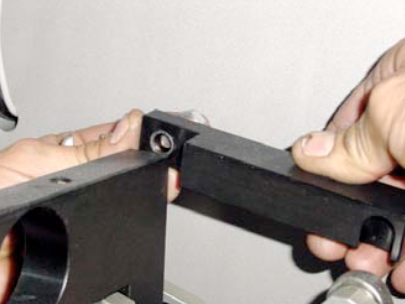
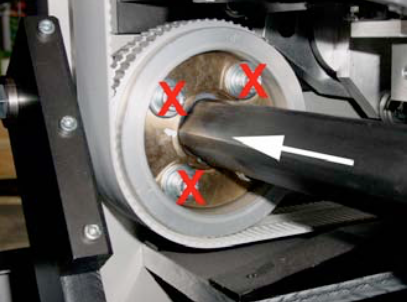
Untighten the two set screws.
Loose sligthly the three M8 screws (1) first, then undo the M8 screw sligthly too (2). Now you can release the clamping force by turning the M8 nut (3) a little bit.
Now, you should be able to move shaft to the front of the machine and to replace both body transport belts.
NOTE:
Do not loose any other screws, as for example the red marked ones in the picture.
After you have replaced the body transport belts, follow the above instruction in the reverse sequence.
NOTE:
When you push back the polygon shaft and clamp it, make sure that you keep a clearance of x=1mm as shown in the picture.
Scope of delivery:
1 – Insulation (over Z-bar) 2 – Insulation
3 – Cover insulation
4 – Z-bar
5 – Set of screws

Remove the guiding channel to side of the machine. Then remove the wire from the welding rolls and unlock the tooling plate and slide it to the front.

Remove the 8 screws (see arrows) from the welding arm.
Be aware that the screws at the inside are shorter than those at the outside. Do not loose the two o-rings in between.

Then undo the eight screws from the cover insulation. Get somebody to assist you to hold to welding arm (heavy).

Remove the Z-bar from the welding arm and clean the welding arm with a dry rag.
NOTE:
When you mount the new Z-bar with the insulation, make sure you put some grease on the surface of both insulations and align the Z-bar centered with the depth gauge to the welding arm.

IMPORTANT:
Put also some grease all around these insulated screws.
When you mount the welding arm, do also align the arm properly with the depth gauge to the window.

IMPORTANT:
When you mount the welding arm to machine, make sure you are using the shorter screws for the inside! Otherwise the ceramic guiding might get damaged. Do not forget the two o-rings!
We hope your replacement work was successful. Thank for your support!
Cause:
Corrective:
This is the result of a wrong flexer setting!

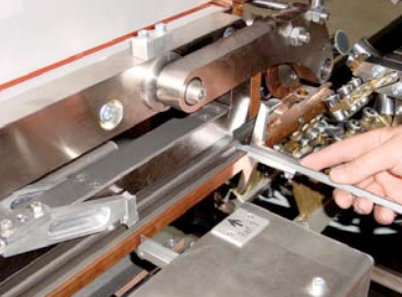
Open the rollformer and you undo the screw on the right handside of the “Flexer”. ![]()

Measure with a ruler the actual position of the flexing wedge.
On the other side of the flexer, you can alter the position of flexer with the M8 screw. Choose a lower position for less flexing.

NOTE:
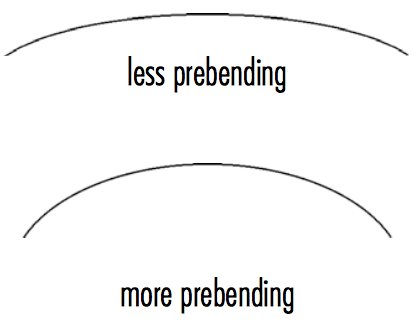
With more flexing the sheet comes out of the flexer station with less prebending.
If you do less flexing, means that the sheet comes out of the flexer station with more prebending.
NOTE:
After adjusting the flexer, you might have to adjust the rounding slighty!
For more information regarding the flexer and rollformer setting check our manual book 2 chapter 5.4.
1 or 2 (sender/receiver) sensors are fitted behind the first pair of rollers to recognize double sheets.
Sensor in the lower part.
A pneumatic cylinder operates the ejection flap.
The double sheets detected by the sensor are diverted into this channel by means of a switch point.
Setting the double sheet sensor
B30
The evaluation unit for the double sheet sensor is located in either the control box (illustration) or in the immediate vicinity of the rollformer, on the feeder side.

To set the sheet thickness, take a single sheet and lay it on the support rails in front of the first roller pair. You can also open the roll- former and lay a sheet into the rear area by hand. Then close the rollformer again.

Now turn the single sheet back and forward in the first roller pair by hand with the help of the belt.

The two green LEDs „Power“ and „Relay“ should now be lit up on the evaluation unit.

If the red LED „Double sheet“ is lit up, you must carry out a correction.

Turn the left-hand screw „Thickness Adjust“ clockwise until the red LED goes out and the green LED „Relay“ lights up. Add 1-2 additional turns in the clockwise direction.

Now carry out the same procedure with two sheets (double sheet).
The red LED „Double sheet“ should now be lit up.
The cylinder should now also be activated. It will be reset again when the sheets are removed.

Do not turn the right-hand screw „Delay adjust“; this is used for the delay of the cylinder stroke.
NOTE:
You will find further details in Book 5 OEM manuals on the CD.

Possible Cause (CM16 / S, X8):
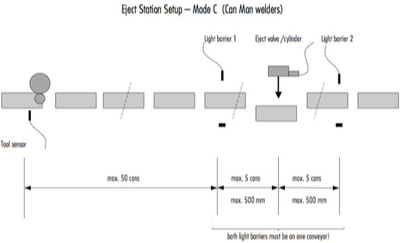
Adjustment of the light barrier distance to eject cylinder might be wrong.
Wrong adjustment of the transport belt speed.
NOTE:
The ejected can should whether touch the can before nor the following.
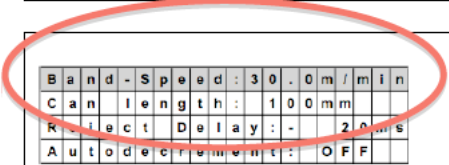
Eject pulse cylinder has to fit to production speed:
Recommendation: 150-200msfor<100cpm 100-150msfor100-200cpm
80-100msfor200-400cpm
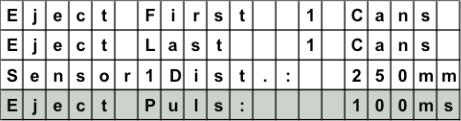
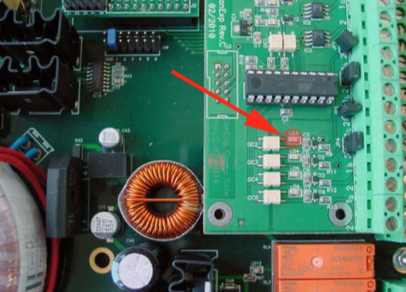
Place a canbody between the second light barrier and check the LED „LD3“ on the eject print (inside the Pacemaker).
Must be „ON“.
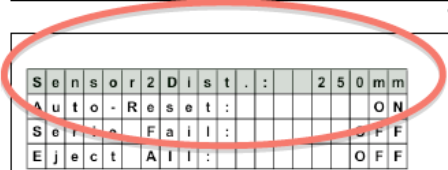
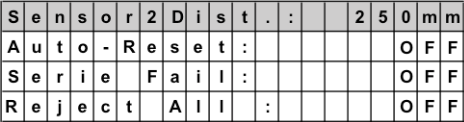
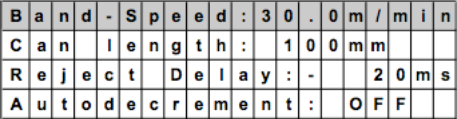
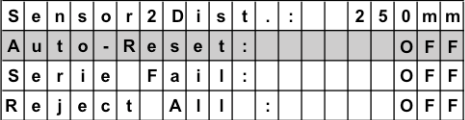
The autoreset needs to be “OFF”. Therefore the can memory will not be reset automatically.
Check, if your hardware parameters are set correctly, according to one of the three layouts.
=> See layouts below!
Possible Cause (Pacemaker):
Possible cause:
NOTE: Only applicable for the model X8-350!
Report all steps, new or different settings, and old and new production parameters (can size, cpm, weld speed, weld current, weld frequency, current wave-form and transformer step) for an easier overview and follow-up ! (www.canman.ch /Open new ticket and add your document)
Note on which tin-plate parameters (thickness, hardness, tin coating inside / outside, rolling direction, BA or CA, supplier, printed or not) such faults occur, and on which tin-plates not !
Basic parameters & settings to be checked first
Checklist to Avoid Micro Leaks
Micro leaks can occur within the seam and beside the seam – especially on cold-formed areas like necking, beading, flanging or seaming -, even if all above mentioned basic parameters & settings seems to be correct.
Micro leaks can have various sources: Wrong settings on the welder, tin-plate parameters which support such faults, worn or wrong machineries in the downline, or tin-plate parameters which do not fit to beader, necker, flanger and seamer.
For a better visual understanding put the faulty-can bodies in a water bath, and inspect the leaking area by a microscope. Store the pictures if possible!
Checklist to Avoid Flange-Cracks
Flange cracks can occur at the beginning and the end of the seam, even if all above mentioned basic parameters & settings seems to be correct.
Flange cracks can have various sources: Wrong settings on the welder, tin-plate parameters – for instant parallel rolling direction – which support such faults, worn or wrong flanger in the downline, or tin-plate parameters which do not fit to the flanger and or seamer.
For a better visual understanding put the faulty-can bodies in a water bath, and inspect the leaking area by a microscope. Store the pictures if possible!
We recommend following maintenance procedures:
Order numbers:
Safety data sheets see below:
P03 = positioning countering error
Possible causes:
Maintenance, cleaning and insulation check (can be used in general for any welder)
Procedure:
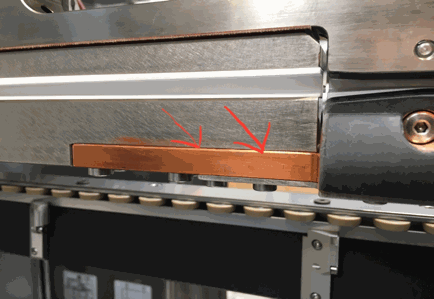
Tubes have to be insulated in the area of rollformer, to avoid any contact to the ground.
(In the area of the lower welding arm is a simple insulation not possible).
− Take off the grounding cable from the lower copper plate going to the welding transformer
(Do not forget to place back after you finish).
− Clean the whole secondary circuit as good as possible by rag and compressed air.
Blow from rollformer side towards overhead exit conveyor, to protect the bearings in the rollformer.
− Mount the Z-bar back into the arm and measure the insulation by Ohm-meter > 10 Mega Ohm!
insulation plates).
− Check also every bearing. Attention: Most of them have ceramic balls, marked by a red point!
Make sure you are using only stainless steel screws and washers and lubricate the threads again!
Possible cause:
Possible cause:
Possible causes: